18CSE483T - INTELLIGENT MACHINING UNIT 4 & 5 - 12M
12M:
Explain in detail the Neural Network model in intelligent machining process.
Neural network modeling:
Neural networks are simple models of the way the nervous system operates
The basic units are neurons, which are typically organized into layers

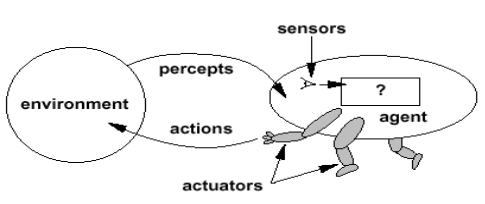
Neural network:
A neural network is a simplified model of the way the human brain processes information
It works by stimulating a large number of interconnected processing units
The processing units are arranged in layers
There are typically three parts in a neural network:
An input layer, with units representing the input fields
One or more hidden layers
An output layer, with a unit or units representing the target fields
The units are connected with varying connection strengths or weights
Input data are presented to the first layer and values are propagated from each neuron to every neuron in the next layer
Eventually, a result is delivered from the output layer
The network learns by examining individual records, generating a prediction for each record and making adjustments to the weights whenever it makes an incorrect prediction
This process is repeated many times, and the network continues to improve its predictions until one or more of the stopping criteria have been met.
Initially, all weights are random, and the answers that come out of the net are probably nonsensical.
The network learns through training.
As training progresses, the network becomes increasingly accurate in replicating the known outcomes.
Once trained, the network can be applied to future cases where the outcome is unknown.
Neural network in machining process:
Usage:
Prediction of cutting forces
Surface roughness
Dimensional deviation
Tool life
Input neurons correspond to feed(f), cutting speed(v), depth of cut & vibration, acceleration of tool
Output neurons correspond to surface roughness (Ra)

Most common neural network architectures:
Feedforward neural networks
Feedback neural networks
Self-organizing neural networks
Explain in detail about objective functions and optimization techniques
IM computation methods:
Optimization using genetic algorithms
Control of process using fuzzy logic
Objectives of adaptive control system:
To adjust machining process
Maximizing performance criteria
Automatically improve the performance
Types of adaptive control:
Adaptive control optimization
To search optimal values of feed rate and spindle speed
Adaptive control constraint
To select feasible solution
Geometric adaptive control
To adjust tool against material used and temperature to obtain accurate surface
Vibration adaptive control
To control vibration of tools
Machining optimization:
Objective in machining problem:
Minimization of cost of machining
Maximization of production rate
Maximization of profit rate
Objective functions:


Constraints:
Constraint on tool life
Low -> production affected
High -> tools become under utilized
Constraints of surface finish
Low surface roughness not recommended
Surface roughness affects heat transfer rate
Constraint on machining process
Constraint on vibration
Constraint on dimensional duration
Constraint on geometric relations
Optimization technology:
Golden section search method
Sequential quadratic programming
genetic algorithm
Golden search method:
To find minimum of unimodal function fn: which has only one min in certain interval
General procedure of region elimination method:

Genetic algorithm: (STEPS)
Select encoding type
Choose population size
Randomly choose initial population
Select parental chromosomes
Crossover and mutation
Evaluation of offspring
If stopping criteria not reached, go to step 4
Discuss in detail
a)Fuzzy Inference system
Fuzzy inference:
The prediction of surface roughness steps:
Fuzzification
Rule evaluation step
Rule aggregation
Defuzzification
Fuzzification:
In this step, the crisp input values of feed and cutting speed are transformed into fuzzy values. These values are mapped to fuzzy sets with membership functions. For example:
Feed: Low, High
Cutting Speed: Low, High
Rule Evaluation
In this step, fuzzy rules are applied to the fuzzified inputs. The rules are typically in the form of IF-THEN statements. For example:
Rule 1: IF feed is Low AND cutting speed is Low, THEN surface roughness is Medium.
Rule 2: IF feed is Low AND cutting speed is High, THEN surface roughness is Low.
Rule 3: IF feed is High AND cutting speed is Low, THEN surface roughness is High.
Rule 4: IF feed is High AND cutting speed is High, THEN surface roughness is Medium.
These rules are used to evaluate the conditions and produce outputs for each rule.
Rule Aggregation
In this step, the outputs from all the rules are combined to form a single fuzzy set.
The aggregation process involves taking the maximum membership value from the outputs of each rule.
This results in a single fuzzy set that represents the combined output of all the rules.
For instance, if multiple rules suggest different surface roughness levels, the aggregation step combines these suggestions into a single fuzzy set that encapsulates all possible outputs.
Defuzzification:
This final step converts the aggregated fuzzy output set back into a single crisp value. The most common defuzzification methods include:
Centroid Method (Center of Gravity): This method calculates the center of the area under the fuzzy set curve and uses it as the crisp output.
Mean of Maximum (MOM): This method takes the average of the maximum values of the fuzzy set.
Bisector of Area (BOA): This method finds a vertical line that splits the area under the fuzzy set into two equal parts.
For example, if the aggregated fuzzy set indicates surface roughness levels across a range of values, the centroid method would compute the centroid of this set and provide a single crisp value representing the predicted surface roughness.
b) Role of Adaptive control in intelligent machine
Adaptive control:
An adaptive control mechanism is an integral part of an intelligent machine.
An adaptively controlled machine is able to adapt to the dynamic changes of the system caused by the variability of the machining process due to changes in the cutting conditions such as the hardness of the work material, tool wear, deflection of the tool and the workpiece, and so on.
Objectives of adaptive control system:
To adjust machining process
Maximizing performance criteria
Automatically improve the performance
Types of adaptive control:
Adaptive control optimization
To search optimal values of feed rate and spindle speed
Adaptive control constraint
To select feasible solution
Geometric adaptive control
To adjust tool against material used and temperature to obtain accurate surface
Vibration adaptive control
To control vibration of tools
FOR THE CASE STUDIES, PLZ REFER THE PPTS IN THE FOLDER
18CSE483T Intelligent Machining Case Study
Comments
Post a Comment